Solución de detección de calidad de envase alimencio en línea después de sellado
Fecha y hora de publicación: 2021-06-26, 15:28
Fecha y hora de modificación: 2021-06-26, 15:28
Autor: Food-Men
Esta solución introduce principalmente el uso del sistema de detector de probador para monitorear el vacío, la presión y el nivel de llenado etc. en cada lata y botella en la línea de producción de alimentos para inspeccionar la calidad del empaque. En particular, analiza los métodos de detección de envases de alimentos con "fugas crónicas". Para referencia de los productores de alimentos.
1. ¿Qué los ítems de calidad deben detectarse después de sellar el recipiente de alimentos?
Los elementos que deben detectarse después de llenar y sellar los alimentos incluyen: detección de vacío y presión en el recipiente de alimentos (detección de fugas del recipiente), detección de nivel de llenado y detección de exactitud de la fecha de producción. Estos artículos deben detectarse para cada producto (100%) en la línea de producción. Para las latas de metal, también se debe realizar la inspección en línea de doble cierre de las latas, el muestreo automático por el sistema y la inspección parcial de los productos.
2. Requisitos para el sistema de detección
2.1 La precisión de la medición es alta.
2.2 Alta resolución, capaz de detectar ligeras diferencias entre productos anormales y productos normales.
2.3 Existe una función de rechazo.
2.4 Funcionamiento estable y buena repetibilidad.
2.5 Automático, de alta velocidad, se puede conectar y combinar con la línea de producción del cliente.
2.6 Durante la detección, el producto no se dañará.
2.7 Capaz de analizar y registrar datos, y poder transmitir en Internet.
2.8 Se puede lavar con agua y es impermeable.
3. Introducción de cada ítem de detección
3.1 Detección de vacío y presión y detección de fugas en envases de alimentos
Hay un vacío o gas inerte en el recipiente de alimentos, y sus alimentos pueden almacenarse durante mucho tiempo sin deteriorarse. El grado de vacío o la presión del gas inerte en el recipiente es uno de los índices de calidad importantes de los alimentos enlatados y embotellados. Esta inspección es necesaria para cada contenedor sellado en la línea de producción.
3.1.1 Razones del vacío insuficiente de los envases rígidos y métodos de detección adoptados
Los alimentos en envases duros comúnmente utilizados incluyen latas de hojalata, latas de botellas de vidrio, latas de plástico duro, etc.
Posibles razones del vacío insuficiente
(1) Fugas en el contenedor: Para una fuga obvia del contenedor, se puede detectar y descubrir fácilmente en el momento de la producción. Deberíamos prestar más atención a las "fugas crónicas". El grado de vacío caerá muy lentamente. No es hasta unos días después que se puede detectar y descubrir el valor de la caída de vacío.
(2) Los microorganismos en los envases de alimentos producen gas: una situación es: el contenedor "fuga crónica", el alimento líquido bloquea el pequeño orificio de fuga del contenedor, pero los microorganismos externos aún pueden penetrar en el contenedor a través de este pequeño orificio, crecen y producen gas. Otra situación es: debido a una esterilización insuficiente, los microorganismos en el contenedor crecen y producen gas. En estos casos, el vacío en el recipiente desciende muy lentamente y no se puede detectar y descubrir hasta unos días después.
(3) El alimento ácido en el recipiente de metal reacciona químicamente con el metal del recipiente para producir gas. En estos casos, el vacío en el recipiente desciende muy lentamente y no se puede detectar y descubrir hasta unos días después.
(4) Otras razones: temperatura de llenado insuficiente, mal funcionamiento del equipo de aspiración, el espacio superior del contenedor es demasiado pequeño, etc.
Si desea comprender la formación de vacío en el recipiente, puede leer "Principio de conservación enlatada (5) - La generación de vacío en la lata"
El principio de detección del vacío
El detector de probador del vacío de latas y botellas en línea utiliza tecnología acústica y tecnología de escaneo para realizar la detección en línea sin contacto de latas o botellas. Tiene dos tipos de sensores: sensor ultrasónico y sensor de ondas electromagnéticas.
Cuando el recipiente cerrado pasa por el sensor ultrasónico, pero no toca el sensor. El sensor ultrasónico emite onda ultrasónica y la onda ultrasónica impacta en la tapa superior del recipiente. La tapa emite "eco" después de ser impactada, y esto "eco" es recibido por el sensor receptor. El "eco" tiene una cierta relación proporcional con el grado de vacío del recipiente. El "eco" es procesado por computadora para obtener el valor de calidad. El valor de calidad se compara con el valor establecido, y el recipiente que exceda el valor establecido será rechazado automáticamente.
Por otro lado, cuando el recipiente cerrado pasa por el sensor de ondas electromagnéticas, no toca el sensor. El sensor de ondas electromagnéticas emite ondas electromagnéticas. Cuando las ondas electromagnéticas llegan a la tapa en parte superior del contenedor, una parte de las ondas electromagnéticas se reflejan de regreso al sensor receptor. Las ondas electromagnéticas reflejadas por cada parte de la tapa son diferentes. El sensor receptor puede distinguir estas diferencias y formar una señal de imagen de la tapa. Es decir, la forma de la tapa se "escanea" con el sensor de ondas electromagnéticas y se generan los datos de forma de la tapa. El grado de deflexión de la tapa tiene una cierta relación proporcional con el grado de vacío en el recipiente. Los datos de la forma de deflexión de la tapa son procesados por una computadora para obtener el valor de calidad. El valor de calidad se compara con el valor establecido, y el recipiente que exceda el valor establecido será rechazado automáticamente.
La tapa de lata con un vacío se dobla hacia adentro

Método de detección del vacío
(1) Para una fuga obvia del recipiente: después de que el recipiente esté sellado y esterilizado, puede usar el "Detector de probador de vacío de latas en línea ZK-15A" o el "Detector de probador de vacío de latas irregulares en línea ZK-15B" o el "Detector de probador de vacío de botellas en línea ZK-15C" para detectar.
(2) Para "fugas crónicas" y "gas producido por reacción química entre alimentos ácidos y contenedores de metal": Después de sellar y esterilizar los contenedores, colóquelos en el almacén y manténgalos calientes durante varios días. Utilice los tres equipos anteriores ZK-15A, ZK-15B, ZK-15C para detectar cada producto, o utilice "Detector de probador de vacío de latas de caja completa en línea ZX-30A" o "Detector de probador de vacío de botellas de caja completa en línea ZX-30B" para detectar cada caja de productos. La eficiencia de detección de los productos de caja completa es mayor.
3.1.2 Detección del vacío o presión de recipientes flexibles
Los recipientes flexibles de alimentos comúnmente utilizados incluyen latas de aluminio para bebidas que contienen gas (como latas de aluminio de refrescos, latas de cerveza y latas que contienen nitrógeno), botellas de plástico de bebidas que contienen gas (PET de refrescos, botellas de cerveza), botellas de plástico de alimentos lácteos y vasos plásticos de comida (vaso plástico de gelatina, vaso plástico de yogur), etc.
(1) Detección de presión de contenedores flexibles que contienen gas: Si el contenedor tiene una fuga evidente, la presión cae rápidamente después de la esterilización o el llenado en caliente. En este momento, los productos no calificados se pueden detectar fácilmente en la línea de producción. Los dispositivos de detección incluyen:
• Detector de probador de presión de latas sin contacto en línea YP-15A
• Detector de probador de presión de botella de vidrio sin contacto en línea YP-15B
• Detector de probador de presión de latas flexibles de compresión en línea YP-80A
• Detector de probador de presión de botellas flexibles de compresión en línea YP-80B
La precisión de medición de los dos últimos dispositivos será mayor, pero deben tocar el contenedor. Para comprender el "principio de detección", lea las presentaciones de productos de estos dispositivos.
(2) Detección de presión de alimentos lácteos de botella de plástico
Principio de detección: La cinta transportadora transporta la botella flexible al sistema de inspección. Cuando la botella flexible pasa por el sensor de presión, la rueda del sensor aprieta ligeramente la pared lateral de la botella, pero no deformará permanentemente el recipiente. Durante la detección, la posición de la rueda del sensor no cambia, la posición de la botella al pasar el sensor no cambia, el diámetro del cuerpo de la botella no cambia, el material de la botella no cambia, la temperatura en cada botella es el mismo. En este momento, la fuerza de compresión es proporcional a la presión dentro de la botella. El sensor convierte la fuerza de compresión en datos de señales eléctricas. Estos datos son amplificados y analizados por la computadora para producir un valor medido. Este valor medido se compara con el valor establecido, y el contenedor que no cumpla con el valor establecido será rechazado de la línea de producción por el rechazador.
Método de detección: para productos con fugas obvias, se puede detectar fácilmente en el momento de la producción. En el caso de productos con "fugas crónicas", después de sellar y esterilizar el recipiente, el producto puede colocarse en un almacén cálido durante unos días y luego detectarse. El equipo de detección es YP-80A o YP-80B.
(3) Detección al vacío de alimentos en vasos de plástico: los alimentos en vasos de plástico en general no tienen gas. Después de la esterilización o el llenado en caliente, cuando se enfría a temperatura ambiente, se forma un ligero vacío. En este momento, su tapa obviamente está doblada hacia adentro. Al detectar el grado de deflexión de la tapa, se puede rechazar el producto problemático.
3.2 Detección del nivel de llenado
El sistema de detección del nivel de llenado puede detectar productos sobrellenados y subllenados. El sistema de detección de nivel de llenado es adecuado para envases de diversos materiales, tales como: PET, latas de metal de tres piezas, latas de metal de dos piezas, envases de plástico opaco, envases de papel, botellas de vidrio, botellas de cerveza, etc.
Principio de detección: el sistema de detección de nivel de llenado utiliza tecnología de rayos X para detectar el nivel de líquido de cada recipiente en la línea de producción sin tocar el producto. Cuando el recipiente pasa la sonda, la sonda emite un haz de rayos X para penetrar en el recipiente. Hay dos sensores de recepción de rayos X en el otro lado del contenedor (el sensor de recepción de límite superior del nivel de líquido y el sensor de recepción de límite inferior del nivel de líquido). Cuando hay sobreperfusión, el nivel de líquido bloquea el rayo X y el rayo X que alcanza el sensor de recepción del límite superior es menor que el valor normal, el sensor de recepción de límite superior envía una señal de "alarma" al centro de procesamiento de datos. Cuando la perfusión es insuficiente, el rayo X no es bloqueado por el nivel de líquido y el rayo X que alcanza el sensor de recepción de límite inferior es mayor que el valor normal. El sensor de recepción de límite inferior también "notificará" al centro de procesamiento de datos. En estas circunstancias, el centro de procesamiento de datos ordenará a la unidad de rechazo que rechazara los contenedores llenos anormalmente.
Método de detección: "Sistema de inspección de nivel de llenado de contenedor en línea WL-15" se puede utilizar para la supervisión. El equipo de monitoreo está instalado detrás del proceso de llenado.
3.3 Detección de códigos de fecha de producción
Una vez envasados los alimentos, se deben marcar los caracteres "fecha de producción, fecha de vencimiento" o "bebida antes de esta fecha". Para la "trazabilidad" de la calidad del producto, la mayoría de los productos también imprimen el código de la máquina envasadora llenadora y la hora de producción al lado de la fecha de producción. Los caracteres deben ser claros y correctos.
Principio de detección: El sistema de inspección de código visual utiliza tecnología visual para realizar inspecciones en línea sin contacto de latas o botellas. Cuando el contenedor cerrado pasa la cámara (pero no toca la cámara), la cámara toma la parte que necesita ser detectada y envía la imagen al centro de procesamiento de datos. El centro de procesamiento de datos procesa la imagen y la compara con los datos de imagen estándar para formar un valor de calidad. Estos valores de calidad se comparan con los valores de límites establecidos y los contenedores que exceden el límite se rechazan automáticamente. Este instrumento verifica específicamente si hay defectos en los patrones de impresión, símbolos de texto o defectos en la apariencia del contenedor de empaque.
Método de detección: El "Sistema de inspección de código visual de latas y botellas en línea VC-15" se puede utilizar para el monitoreo, y el equipo de monitoreo se instala detrás de la máquina de codificación.
3.4 Detección en línea de doble cierre de latas de metal
El sellado de latas de metal es un proceso importante. El doble cierre de lata (la estructura de sellado del cuerpo de la lata y la tapa) tiene estándares de calidad maduros. Para garantizar la calidad del doble cierre de lata, es necesario detectarlo en la línea de producción.
Principio de detección
Cuando los rayos X penetran un objeto, los diferentes materiales, las diferentes densidades y grosores de los objetos tienen diferentes tasas de absorción de rayos X. El sistema utiliza este principio para escanear el doble cierre de lata y formar una imagen. El software del sistema mide el tamaño del doble cierre, calcula el valor y analiza la tendencia de la calidad del doble cierre.
Diagrama esquemático del sistema de medición de doble cierre de lata en línea
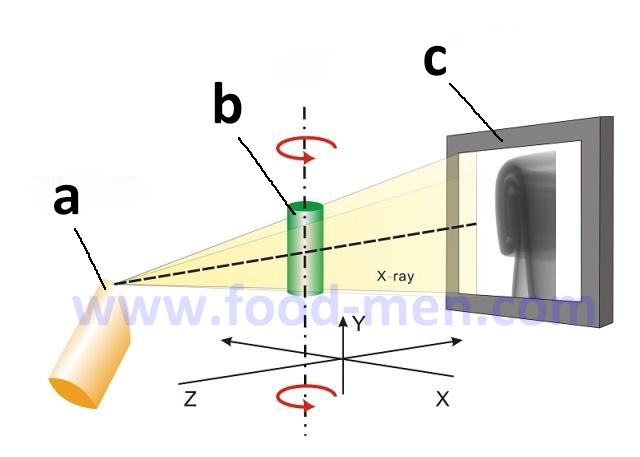 El proceso de trabajo del sistema de medición de doble cierre de lata en línea
El proceso de trabajo del sistema de medición de doble cierre de lata en línea
• La lata de muestra (b) gira;
• La fuente de rayos X (a) emite rayos X a la lata de muestra (b) y escanea la posición de doble cierre de lata 360 grados;
• El detector recibe rayos X después de pasar a través de la lata y forma una imagen;
• El software de la computadora calcula los valores medidos, muestra el resultado de la medición y guarda los resultados en la base de datos.
• El valor del resultado de la medición se compara con el valor establecido. Las latas que no cumplan los requisitos para el doble cierre son rechazadas. Las latas que cumplen con los requisitos de doble cierre se devuelven a la línea de producción. Todo el proceso de detección es automático.
Método de detección: Se puede monitorear con el "Sistema de medición de doble cierre de lata en línea GS-5", y el sistema de medición se instala detrás de la máquina selladora de latas.
4. Resumen
La detección online es una inspección al 100% del producto sin dañar el producto, es uno de los métodos más efectivos para controlar la calidad del envasado de alimentos. En el control de calidad del envasado de alimentos, se debe prestar especial atención al problema de las "fugas crónicas" de los envases de alimentos. Estos productos deteriorados a menudo se descubren después de unos días o incluso durante el período de venta. La cantidad es pequeña y el daño es grande. Por lo tanto, la prueba más efectiva es poner el producto en un almacén cálido después de que finalice la producción, mantenerlo cálido durante unos días y luego detectar el vacío o la presión del contenedor, o detectar el producto antes de salir de fábrica.
Existen muchos tipos de procesos de producción de alimentos enlatados o embotellados, podemos proponer soluciones de detección de envases según los requerimientos del usuario o según las características de la línea de producción del usuario.
------------------------------------------------ 





